

Choosing the right welding technique for a job that targets a specific alloy can be a daunting task. If that job also means working with aluminum, it becomes even more difficult to decide which welding mode to set.
Of course, it helps to know that several Tooliom welding machines are sold with multi-process capabilities, but we still need to know whether an aluminum workpiece will benefit from either a MIG or a TIG setup on the gear’s control panel, even if the equipment incorporates synergic controls. Commonly input amperages and voltage settings are all well and good, but they’re no replacement for selecting the correct way forward, be it wire-driven MIG or electrode facilitated TIG welding.
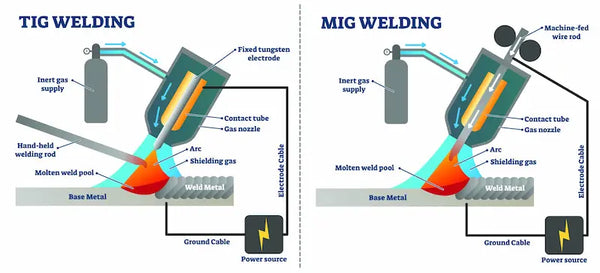
MIG and TIG Welding Process Comparison
Source: https://fractory.com/mig-vs-tig-welding/
To solve this dilemma, the welder considers the virtues of MIG (Metal Inert Gas) welding and matches them against TIG (Tungsten Inert Gas) welding. Next, there’s the factoring of all relevant project variables, including the metallurgical structure of the base metal. Questions are asked and answered, the physical properties of the lightweight non-ferrous alloy are examined, and the optimal welding technique is chosen by an informed pro who knows exactly how to make the right decision.
In this case, we begin with MIG welding, a process that’s versatile and easy to use, but who’s to say that TIG settings won’t win out before this post concludes?
MIG As an Aluminum Welding Game-Changer
As we've heard time and again, and will continue to do so whenever aluminum takes center stage in welding discussions, it's no secret that the non-ferrous metal poses a formidable challenge to welders. Yet it’s so common, so ubiquitous that it’s practically everywhere, with a strong presence in virtually every industry, including the high stakes aviation sector.

Aluminum in the Aerospace Industry
Source: https://continentalsteel.com/blog/aluminum-in-the-aerospace-industry/
Because of its presence in every industry, it’s impossible to escape aluminum-related welding challenges. Unless a welder specializes in ferrous alloys, they’re bound to run across a project that uses the lightweight metal. Therefore, welders faced with work on an aluminum alloy must consider certain unique properties, including its heat absorption characteristics, and that’s bad news for a process that utilizes copious quantities of thermal energy.
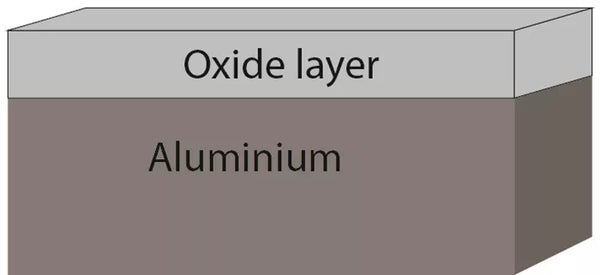
Worse still, a natural, weld-inhibiting oxide layer tends to form on project workpieces, so there’s some prep work to be done before sparking an arc. These aren’t new nuggets of information, but they should be brought to the fore as familiar obstacles. They need to be addressed, no matter the welding process.

Source: https://www.linkedin.com/pulse/oxidation-aluminum-dr-shoaib-ahmad-bilal
Note: Since we’re highlighting MIG welding as a furnace-like producer of excessive amounts of heat, it sure would help if we had access to a machine that offers finer control over its wire-delivered filler spool. That’s where the Tooliom Aluminum Welding Machine enters as our gear of the hour selection.
Let’s make a job checklist. Check, the welding machine is set and configured to MIG mode. Double check, the graphene liner provides a fast delivery of soft aluminum wire to the heat affected zone. Check and check again, the gear goes to work laying a weld bead. Only, the process is applied in a broad-strokes manner, making it ideal for thick-walled aluminum parts. As a momentary aside, however, a switch to TIG mode should be considered if thinner parts are involved.
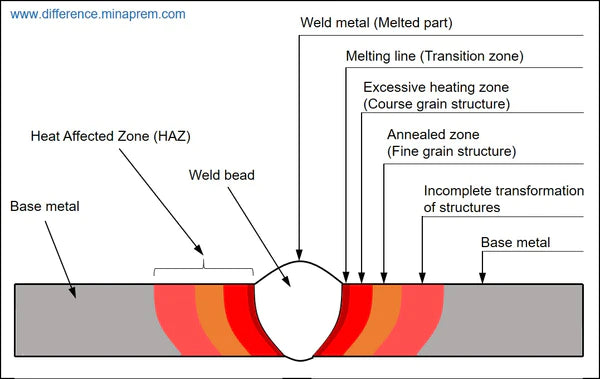
Various Zones around Weld Bead Base Metal and Heat Affected Zone
Source: http://www.difference.minaprem.com/joining/difference-between-weld-metal-and-heat-affected-zone-haz/
At any rate, still, locked into MIG welding mode as the method-du-jour, the non-ferrous alloy welds quickly. Working to block the air, a 100% argon shield gas is present, protecting the oxide-susceptible metal from the reactive effects of the atmosphere. In conclusion, MIG is faster than the alternative, and it produces fair to good results on aluminum alloys, but is it the right process for every welder? That’s the real question, and there’s an answer incoming.
TIG As a Precision-Based Aluminum Welding Solution
So far, MIG seems to be the default welding mode. Could this perhaps be a subjective choice? While MIG welding offers speed and ease of use, TIG welding stands out as a precision-based aluminum welding solution. TIG, or Tungsten Inert Gas welding, allows for finer control over the welding process, resulting in cleaner and more intricate welds. Its ability to weld thin materials and produce aesthetically clean joints makes it a preferred choice for high-concept industries like the aerospace and automotive sector, where quality is paramount. Additionally, TIG welding produces minimal spatter and distortion, reducing the need for post-weld cleanup and ensuring the structural integrity of aluminum components.

Aluminum MIG Vs. TIG
Source: https://www.youtube.com/watch?v=QdzS1AWe1aU&t=330s&pp=ygUUYWx1bWludW0gbWlnIHZzLiB0aWc%3D
Back with MIG gear for a moment, remember how Metal Inert Gas settings discharge a lot of heat, and that energy can cause burn through on soft aluminum parts. It’s also a technique with an infamous reputation for spatter. With the metal already covered in arc destabilizing surface oxides, can a welder really afford to allow more messy deposits into the job? Cracks, porosity problems, wire feed headaches, burn through and more, MIG systems work, but welders are asking for problems if they don’t know how to tame their wire feed machines.
Switching over to a TIG welding machine, such as the TIG high frequency TL-200T welding machine, the soft wire feeder is cast aside in favor of a shaped tungsten electrode. Actually, that’s not as simple a task as it seems. Different electrode types, including lanthanated and zirconated variants can be selected. To further tune the process, the tip of the electrode is filed and shaped. Finally, the polarity is set to DCEN (Direct Current Electrode Negative) so that bead penetration is deeper and arc stability is enhanced. Ultimately, the settings promote a steadier, more precise bead, thus furnishing a higher quality weld.

TIG/Stick High Frequency Dual Voltage TL-200T 2 in 1 Welding Machine|Tooliom
Note: Although high operating frequencies and the selection of an appropriate tungsten electrode make it easier to TIG weld aluminum on DCEN, it’s not the best way to do the job. AC welding polarities are more commonly utilized in this situation, as the oxide layer on aluminum is an ever-present hazard, one that begins forming again as soon as it’s cleaned away.
Source: https://www.alumeco.com/knowledge-technique/general/oxide-layer/
Generally speaking, TIG machines are slower than Metal Inert Gas systems. Inert argon is used again, but the same speed achieved with MIG is still out of the reach of a tungsten electrode. Moreover, although the final appearance of the weld is clean and precise, time still has to be spent away from the job because the non-consumable tungsten needs cleaning and filing. That’s not to say TIG isn’t overtaking MIG as the preferred welding mode on aluminum jobs. There’s more granular control over the equipment and a higher degree of bead laying too. It’s simply the go-to choice for thin-walled aluminum workpieces.
Of course, we’re still calling TIG and MIG modes or settings when they’re more accurately labelled as entirely different processes, but that’s what happens when multi-process modes are available from a Tooliom welding system.
Concluding the MIG VS. TIG Jointing Challenge
The beauty of a Tooliom multi-process welding machine in this situation is the fact that there’s no need to pick one over the other. There’s a TIG mode and MIG mode, positive polarities and negative polarities, too, and dual-voltage settings that offer the ultimate in machine mode selectivity. If we’re forced to choose, TIG provides more finesse when it comes to heat input and weld puddle manipulation. Think about that for a moment. Aluminum welding needs control and a steady hand to achieve the best results. With TIG welding, operators can delicately control the heat input and manipulate the weld puddle to create clean and strong welds.
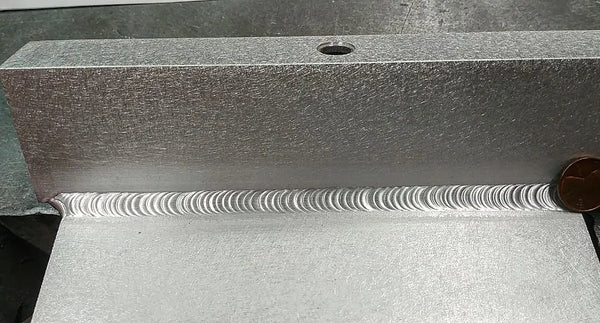
Tig Aluminum
Photo by @azmikethewelder
On the other hand, MIG welding may be more suitable for thicker materials or when speed is a priority, but then there’s the post-work spatter to clean. TIG work has a similar complaint, only it’s the non-consumable electrode that’ll need maintenance. Either way, there are going to be productivity losses to offset, that’s just common knowledge, no matter the welding mode. Ultimately, having the ability to switch between TIG and MIG modes on a Tooliom multi-process welding machine allows for welding mode versatility and the ability to tackle a wider range of welding projects. Otherwise, a rushed professional might just feel like taking a chance on his MIG machine, even if the project is a thin aluminum piece. Burn through is the result, but it’s one that could so easily be avoided with the right electrode and multi-process setting.
Hopefully, in illustrating the benefits seen in both TIG and MIG modes, we’ve taught readers that it’s not necessarily a good thing to purchase a mono-functional welding rig. Multi-process is the future, and Tooliom engineers have seen that future. For aluminum welders, those engaged in work on skinny components, it’s mostly going to be TIG work, but there are times when the higher deposition rates associated with MIG machines are going to be advantageous.
Here’s another word that ties in well with this principle: Versatility. A Tooliom welding machine, chosen wisely, can provide the versatility needed for a variety of aluminum projects. Whether it's TIG welding for delicate aluminum pieces or MIG welding for higher productivity, a multi-process Tooliom welding machine allows users to switch between different welding modes with ease. By investing in a versatile welding rig, users can save time and money by not needing to purchase separate machines for different applications, making Tooliom the smart choice for professional welders.
Best Practices for Successful MIG/TIG Aluminum Welds
As already covered, both MIG and TIG welding methods require a keen understanding of appropriate heat settings, as aluminum is highly sensitive to overheating and warping. Careful management of travel speed, amperage, and voltage are also vital to prevent burn-through and achieve a stable, clean weld. Additionally, selecting the correct filler material, or tungsten electrode variant, that’ll properly match the base metal is crucial for the strength and integrity of the weld. Lastly, thorough inspection and testing procedures should be conducted to identify any potential defects or issues, ensuring that the final weld is up to the required standards and will perform reliably in its intended application.
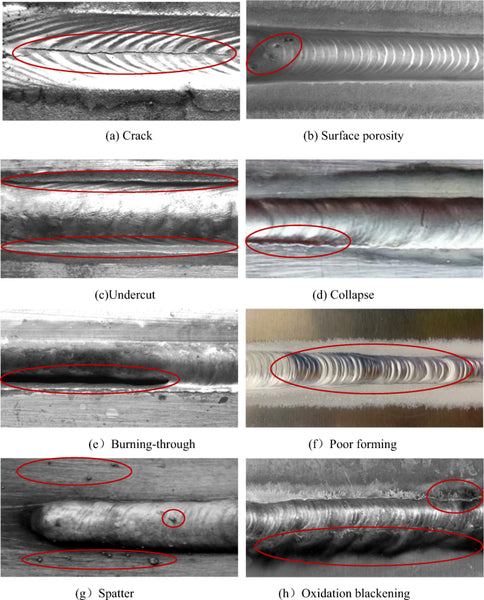
Surface Defect Detection of Aluminum Alloy Welds
Source: https://link.springer.com/article/10.1007/s00170-020-05882-x
And never forget the basics; they’re what separate keen enthusiasts from detail-oriented welding professionals. Begin with meticulous cleaning and preparation of the aluminum surfaces. Aluminum's natural oxide layer must be removed before welding, as any residue can lead to arc straying and contaminated welds. Additionally, proper joint design and fit-up are crucial. The type of joint and its preparation influence weld quality. Ensuring tight, clean fit-ups minimizes the chances of defects and contributes to the overall strength of the weld. Whether it’s MIG or TIG mode keyed in to that Tooliom machine, the commitment to these fundamental principles will ensure high-yield results.
About Aluminum MIG and TIG Mode Strengths
In this back-and-forth discussion, it’s the differences between the 2 welding processes that have been showcased when it’s really their strengths that should have been highlighted. Let’s correct that shortsighted viewpoint. Both MIG and TIG mode have value when welding aluminum. MIG has its higher deposition rates and ease of use, making it ideal for large-scale projects. As for TIG welding, it boasts precision and control, allowing for clean, intricate welds on thin aluminum materials.

MIG Welding Aluminum on Large-Scale Projects
Source: https://blog.red-d-arc.com/welding/meld-welding-beginners-aluminum/
By focusing on these strengths, not ill-perceived weaknesses, welders can optimize their techniques in each mode and achieve superior results in their respective aluminum welding jobs.
Inputting MIG or TIG mode and working on aluminum or carbon steel, stainless or some exotic non-ferrous alloy, quality welds are always your goal.
Summary Table
| Aspects | Mig Welding | TIG Welding |
| Process | Semi-automatic | Manual |
| Filler Material | Consumable wire | Non-consumable tungsten |
| Shielding Gas | Inert Argon | Inert Argon |
| Speed | Faster | Faster |
| Deposition Rate | Higher | Lower |
| Precision Bead Control | Moderate | High |
| Spatter and Cleanup | More | Less |
| Thin Aluminum | Suitable | Ideal |
| Thick Almunium | More than suitable | Suitable |
| Joint Prep | Less critical | Critical |
| Aluminum Versatility | Good for production | Good for short run projects |
| Appearance | pleasing | Highly aesthetic |
| Skill Level | Easy to learn | Requires a higher skill level |
The Mig vs. TIG Aluminum Welder Showdown - FAQ
Q: What are the primary challenges when welding aluminum, and why is it important to choose the right welding process for aluminum?
A: Welding aluminum presents challenges due to its heat absorption characteristics and the formation of a natural oxide layer on the workpiece. It's essential to choose the right welding process for aluminum to ensure a successful weld, as the wrong choice can lead to issues like burn-through, porosity, and poor aesthetics.
Q: How does MIG welding perform when used for aluminum welding, and what are its advantages and disadvantages?
A: MIG welding is versatile and easy to use for aluminum welding, but it generates a significant amount of heat, which can cause burn-through on soft aluminum parts. It also has a reputation for spattering, which can further complicate the welding process.
Q: What are the advantages of TIG welding when it comes to aluminum welding, and in what situations is it preferred over MIG welding?
A: TIG welding offers finer control over the welding process, resulting in cleaner and more precise welds. It is preferred for thin aluminum materials and applications where aesthetics and quality are paramount. TIG welding minimizes spatter and distortion, making it ideal for industries like aerospace and automotive.