

Even the truck driver transporting gear to a worksite knows this simple fact. In MIG welding, there’s a three-part equipment configuration. The role of the first two parts is taken by the main equipment housing and the handheld welding gun, plus a bunch of hoses and consumables. Then, for part three, there’s a cylinder filled with shielding gas. This, essentially, is released as an airborne envelope to protect weld zones from contamination. That shielding gas cylinder is not an optional fitting. It’s an essential part of any GMAW-powered welding project.

Source: https://weldguru.com/mig-welding/
Having explained, in broad strokes only, the need for welding shield gases in MIG welding projects, more details are forthcoming. Specifically, just what kind of contaminants are present in a welding operation anyway? To answer that question, look to the air, to the invisible gases that react in undesirable ways with molten weld pools.
At this early stage in the post, biological lifeforms, humans included, require those gaseous atmospheric constituents to breathe. Living creatures, therefore, find the reactive elements in the air entirely harmless.
The Effects Of Air On MIG Welding Quality
Before control methods are discussed, let’s take a closer look at the role played by the environment in an everyday MIG welding project. The work is being done in-shop or in a garage. Air is obviously everywhere. It blankets the whole area. In that life-supporting gas, oxygen makes up 21% of the air. The rest is mostly nitrogen, over 78% of it, and a few trace, inert elements.
Weighing the effects of all those atmospheric components, just about every element in that mix can and often does act as a weld zone contaminant. As expected, the enormous quantities of heat generated by the welding arc act as a catalyst, one that’s responsible for a number of chemical processes in and around the weld puddle. For starters, the thermal energy is so hot that it actually breaks down moisture. Hydrogen and oxygen break free. Now there’s even more oxygen to contend with, plus the nitrogen. Interactions take place between the contaminating gases and the hot weld pool. The whole process is threatened by thermally catalyzed gas-metal tainting.

Source: https://weldinganswers.com/effects-of-shielding-gases-in-gmaw/
Hydrogen introduces tiny discontinuities into welds. It is called porosity. Hydrogen-entrapped gases cause a great deal of trouble in aluminum welding. This isn’t to say that hydrogen entrapment in a weld bead doesn’t occur in steel projects. It does. However, it’s encountered more in aluminum work. Steel MIG welding jobs have a similar problem, except this time, it’s nitrogen absorption causing headaches. Actually, that’s a gross oversimplification. There are numerous families of steel, including stainless steel, which incorporate a whole host of alloying elements. As such, nitrogen, hydrogen, and oxygen all react in different ways, dependent on the steel type being welded.

Source: https://www.giessereilexikon.com/en/foundry-lexicon/Encyclopedia/show/hydrogen-porosity-4153/?cHash=d06eff4f9ea7076af9f2442f9c668e6b
Oxidization is yet another example of an unwanted chemical reaction in a super-heated weld bead. The base metal is transformed into an ugly, hard-to-weld oxide by atmospheric oxygen and by oxygen that’s been stripped from airborne moisture. Oxidization effects undermine weld quality and strength. So, then, the point has been made. Though required to sustain life, the air is chemically reactive when it flows around a weld puddle. Gaseous absorption issues show up as end-stage MIG welding solidification problems. These are the discontinuity issues and oxidization headaches covered in the above paragraphs. There are more, including those that cause spatter and ugly slag to form. Focusing on thermal stress for a moment, though, the lack of an inert shielding gas could cause fine cracks to propagate and weaken a weld.

Source: https://www.hobartbrothers.com/resources/technical-articles/weld-slag/
At the end of the day, there’s no way to eliminate the chemical reactions and thermal stresses, not without the introduction of a gaseous shield that blocks the air and all of its reactive influences. Enter the shield gas cylinder, a vessel that’s typically full of inert argon, perhaps mixed with carbon dioxide. That latter blend is utilized in steel welding projects for those that want to know.

Source: https://www.sciencedirect.com/topics/engineering/gas-metal-arc-welding
Discussing The What’s And Why’s Of Shield Gases In MIG Welding
Judging by the length of the previous segment of text, atmospheric contaminants are capable of wreaking chaos on a MIG welding job. Unfortunately, it’s not like welders can carry a vacuum-sealed chamber with them. Instead, they’ve learned to do the opposite. Instead of an airless environment, a substitute gas stops air from entering the HAZ (Heat Affected Zone).
That’s the ‘why’ explained, but the ‘what’ still eludes clarification. A shielding gas for MIG welding isn’t a one-stop solution. If a welder fills out a purchase order for a cylinder to couple to their welding machine, they’re going to have to provide more details. Switching over to a Tooliom MIG Multi-Process Welder TL-200M 3-in-1 Welding Machine? Perhaps to weld a 5/32-inch section of plate mild steel in a busy workshop? Then a two-part mixture, mostly argon but mixed with carbon dioxide, is the preferred cylinder purchase.

MIG/Stick/TIG Multi-Process Welder TL-200M 3 in 1 Welding Machine|Tooliom
In reality, the selected gas depends on the material being welded, on its chemistry, and alloyed metals. Any experienced welder knows this, and they’ll adapt their technique and the accompanying filler/shielding gas accordingly. But the main fact is this: shielding for MIG welding is generally a subtractive element in the welding process. It removes a problem by acting as a substitute for that problem. In other words, it ‘shields’ by replacing those reactive atmospheric elements mentioned earlier. To do so, to really introduce a chemically neutral environment, the gas is inert. That’s not always the case, but it is a common situation welders find themselves in all the time.

Source: https://weldguru.com/best-gas-for-mig-welding/
Here’s a quick bulleted list of properties for a shielding gas to incorporate:
- Non-flammable - Even with a hot arc in action, the welding area is safe from fire or explosions
- Thermally stable - Shielding gases promote arc stability. This property minimizes spatter
- Heat dissipation – The gas effectively channels heat away from the weld bead
- Weld penetration – Accomplished by controlling equipment variables in concert with gas flow
- Adding active gases – Inert for aluminum welding, any number of argon-based mixes for steel
It’s a short list, but it’s more important than it at first seems. For one thing, it proves that a shielding gas for MIG welding can do more than create an atmosphere-blocking envelope around the weld puddle. The gas distributes site hotspots, the better to ensure burn-through and distortion-free workpieces. The gas also creates ionization pathways, which improve arc stability. In fact, by varying the density of the gas, welders can shape the arc into a finely focused discharge that’s perfect for detailed work. Need to work with a stronger, wider discharge. Then the gas flow can be adjusted in the opposite direction.
It’s the same with spatter management and weld solidification. The gas envelope helps eliminate the scattering of tiny metal droplets so that a clean, tidy bead is laid down end-to-end. Likewise, after the job’s done and the fused metal parts are cooling, the shield assists in the solidification phase. That means less workpiece stress and less chance of hot cracks developing. Finally, and this applies more to steel, gas selections aren’t locked. There’s not one inert gas, argon, or helium, and maybe a handful of active gases to choose from at a gas cylinder store. Quite the opposite, welders can tailor their work with different inert gases and percentage-based blends of active gases, too. In the process, the active components break down when exposed to arc energy and are absorbed into the pool of hot weld metal, where they add desirable properties to a solidifying weld joint.
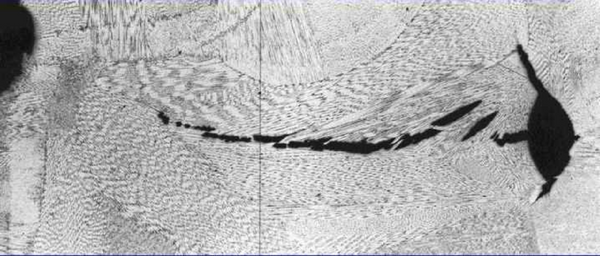
Source: https://www.researchgate.net/figure/Micrograph-showing-a-hot-crack-in-a-GMAW-overlay-The-top-surface-of-the-overlay-is-on_fig20_279180221
Interestingly, there are secondary bottles that can be hooked into the shield gas line. Known as anti-spatter cylinders, these small vessels are designed to minimize the expulsion of tiny metal droplets. The compound serves as a dual-purpose spatter elimination solution, with some of the chemicals enhancing the welding operation while a finite quantity of the same chemical performs as buildup protection for the equipment nozzle and arc-generating contact points.

Source: https://www.cnshining.com/welding-anti-spatter-spray-can.html
Common Problems With MIG Welding Shielding Gases And How To Solve Them
A welder is operating a Tooliom MIG/Stick/TIG Multi-Process TL-200M welder. Perhaps he’s a semi-pro who’s working in his own garage, but he knows most of the common welding positions and can run off a clean butt joint or overhead T-joint in impressive fashion. To his credit, he’s wearing a pair of Tooliom’s own MIG/Stick welding gloves and a TL-EF9242A welding helmet with its attractive flaming skull design on display for all to see.

As he works on his latest project, a custom motorcycle frame, the welder takes a moment to appreciate the versatility of the Tooliom TL-200M. A problem flares up, though, and it has nothing to do with the gear he's using. Overly focused on the job at hand, he's allowed the shielding gas hose to kink. This has caused a disruption in gas flow.

MIG/Stick/TIG Multi-Process Welder TL-200M 3 in 1 Welding Machine|Tooliom
Without hesitation, the welder stops what he’s doing and pauses to assess the situation. He knows that a disruption in gas flow can lead to poor welds and at least one of the quality issues listed above. With steady hands, thanks to experience, he carefully straightens out the kink and checks the gas flow to ensure that it’s back to normal. But the damage is done. Atmospheric contaminants have been absorbed by the weld puddle.
Unfortunately, that’s just part of life as a MIG welder, but it’s a situation that can be combated by checking the hose for flow-inhibiting blockages before starting the job. Less open to correction, a stiff breeze can blow away a shielding gas envelope. One option in this event is to wait for the wind to pass. That’s not exactly the most decisive solution. If the job is taking place outside, the welder should bring screens along to block the effects of the wind.

Source: https://www.screenflex.com/products/welding-screens/
Last, there’s the skill of setting the gas regulator. With too high a flow rate, the shielding envelope becomes turbulent. The job isn’t properly protected from contaminants and a resulting brittle weld joint forms. A sweet spot is found on the gas regulator. Charts are available to take the guesswork out of this part of the job. They take account of everything from the shield mix in use to the diameter of the MIG gun nozzle. And, should those settings not be enough, there’s always the steady decline of the gas regulator gauge or flowmeter to guide the welding operation.
In Conclusion: Developing Multitasking Welding Muscles
It’s true that there’s a massive requirement for multitasking when MIG welding, but that capability will develop in time. Holding and guiding the arc gun, feeding the wire, selecting the right position, and welding at the right speed require focus and coordination. Add to that shielding gas flow rates and overall awareness of the environment; It can all get a little overwhelming.
Synergic settings on the Tooliom equipment control panels help enormously, as do flowrate/welding charts and fine tunings on the voltage and amperage knobs. Still, if the worst happens, if the arc becomes unstable and erratic, it flutters and sputters intermittently, then the welder hasn’t done his job. Use those gauges, plan the job out, and have a cylinder transported that’s not only filled with the correct inert/active shielding gas blend but also filled with enough of the envelope-creating gas to eliminate a possible low-shield gas scenario.

Source: https://www.researchgate.net/figure/Larger-part-of-the-wire-as-spatter-in-sputtering-arc-ignition_fig1_277138194
Of all the potential issues that could arise during welding, an unstable arc is one of the most frustrating, but it’s also one of the most preventable. By utilizing the available tools and prepping the shielding gas cylinder properly, welders minimize the risk of this happening. The result? Consistently successful MIG welds strong joints that are perfect in every way because they’ve been fully shielded from atmospheric contaminants.
Shielding Gas For MIG Welding - FAQ
What are the points to pay attention to in MIG welding ?
Holding and guiding the arc gun, feeding the wire, selecting the right position and welding at the right speed, shielding gas flow rates, and an overall awareness of the environment, that all requires focus and coordination.
What is the most frustrating problem in MIG welding process ? How to solve it ?
An unstable arc. By utilizing the available tools and prepping the shielding gas cylinder properly, welders minimize the risk of this happening.
What are the shielding gases suitable for different metals ?
| Metal | Thickness | Shielding Gas |
|---|---|---|
| Carbon Steel | 5/16 in.(8mm) - 3/8 in.(10mm) | 95% Ar + 5% CO₂ |
| 3/32 in.(3mm) - 5/8 in.(15mm) | 92% Ar + 8% CO₂ | |
| 3/32 in.(3mm) - 5/8 in.(15mm) | 90% Ar + 10% CO₂ | |
| Above 3/8 in.(10mm) | 80% Ar + 20% CO₂ / 75% Ar + 25%CO₂ | |
| Aluminum | Up to 3/8 in.(10mm) | 100% Ar |
| Over 3/8 in.(10mm) | Ar + 25%, 50%, or75% He | |
| Stainless Steel | 1/25 in.(1mm) - 1/4 in.(6mm) | Ar + < 35%He + < 3%CO₂ |
| 1/16 in.(2mm) - 1/4 in.(6mm) | 98%Ar + 2%O₂ | |
| 1/16 in.(2mm) - 1/4 in.(6mm) | 10%Ar + 85-90%He + 2-5%CO₂ |